Ender-5 S1 印刷設定&トラブルシューティングの覚書
ようやく稼働し始めた新プリンター。自分の覚書のために記載していきます。初心者かつ、試行錯誤しながらなので、正しいかどうかわかりませんので、参考にされる方はご注意を。
利用しているのはUltimeker Cura 5.2.2ですが、Cureality Slyserの設定数値を基本いただきました。
→PLA以外のフィラメントを使い始めてから Cureality Slyserに変えました。
PLA
ウォールライン数
4 Curaは2 Cureality Slyserは3の設定だったが、インフィルの模様が出てきてしまうため。
壁印刷順序の最適化
✓ ※Crearity設定
ウォール順序
外側から内側へ → Cureality slyserに変更時点で、外壁優先のチェックを無しに。(デフォルト)
インフィル密度
10%でやってみる
インフィルパターン
キュービック 外側にインフィルの模様が出ても目立たなそうなのが魅力 ※Crearity設定
インフィル公差
30% ウォール順序を外側からにしたので高めがいいのかな。 ※Creality設定
→壁の模様が出てくる原因になりそうなので、壁の厚さを増やしたのに合わせて5%に戻す。※Curaデフォルト設定
印刷温度
205℃ 190℃と比較したがほとんど変わらない。糸引きが一時期あったので190℃にしたが、戻した。
印刷速度
120㎜/s ※Crearity設定。やるなあとおもったら。。。
インフィル速度
120㎜/s 自動で入ると200くらいになるので注意。※Clrearty設定
外壁速度
50㎜/s ※Crearity設定。あら。やっぱり慎重なのね。
内壁速度
60㎜/s ※Crearity設定。あら。こちらも ということで、ほとんど120㎜/sで動くところないのね。。。
移動速度
300㎜/s ※Crearitys設定。ここは爆速!なるほどー。笑
初期レイヤー速度
30㎜/sでよさそう。
初期レイヤーフロー
100% 今のところ、定着は強すぎるくらいなので
引き戻し距離
0.8mm 下記リンクのマーティンおじさん設定そのまま。根拠なし。
引き戻し速度
30㎜/s 同じくマーティンおじさん設定
コーミングモード
インフィル内 円や外側への移動時のたれが気になるので。
ビルドプレート
スカート Curaの初期設定はプリムになっているので変更忘れずに
ABS
下記でいいところまで行きましたが、まだ反り、割れが発生します。。。
ウォールライン数
3
表面公差量
10%
インフィル密度
10%
インフィル公差量
30%
印刷温度
240℃
ビルドプレート温度
110℃
初期ビルドプレート温度
120℃
初期レイヤー速度
5㎜/s
引き戻し距離
0.8㎜
引き戻し速度
30㎜/s
ファン速度
0㎜/s
PETG
印刷温度
230℃ ※230℃ではマットできれいだが積層間の密着弱し。240℃で色につやが出るが密着しっかり
ビルドプレート
70℃
初期レイヤー速度
5㎜/s
引き戻し距離
0.8㎜
引き戻し速度
30㎜/s
ファン速度
60% 初期ファン速度 0%
PETG-CF
印刷温度
265℃
ビルドプレート
90℃
初期レイヤー速度
5㎜/s
引き戻し距離
0.8㎜
引き戻し速度
30㎜/s
ファン速度
30% 初期ファン速度 0%
トラブルシューティング
底にムラができた。。

ノズルとビルドプレートの距離が違い。0.1㎜くらいZ軸を下げたらきれいになった。
縦に模様ができた。。
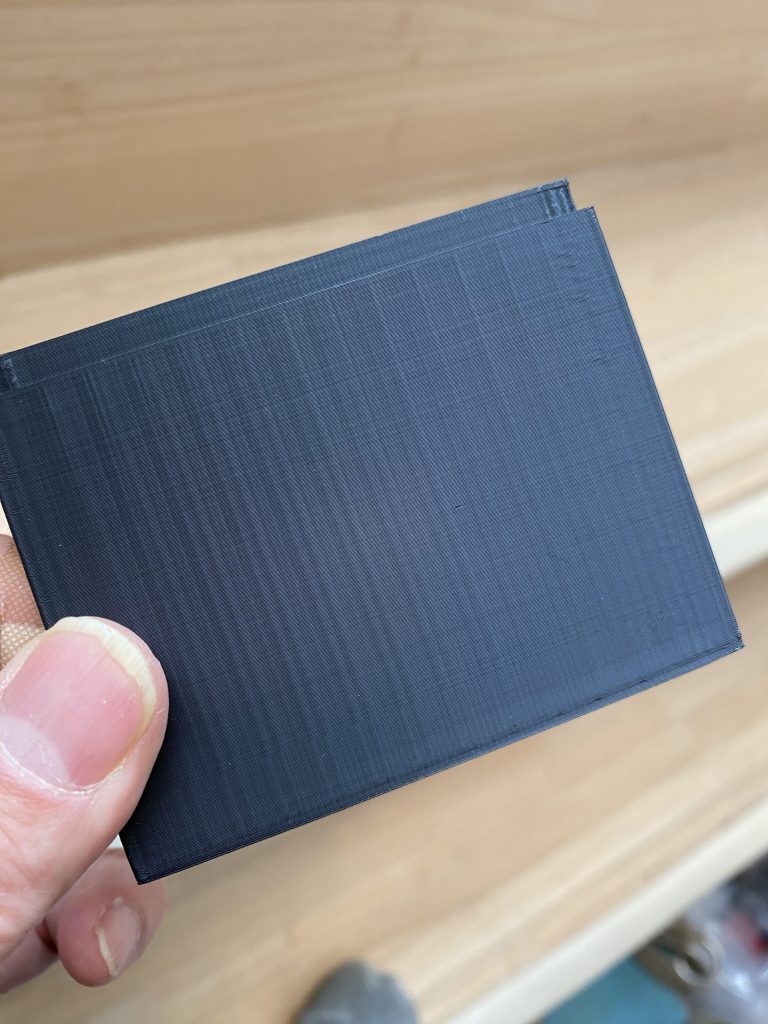
Curaのプレビューで見てみると、インフィルの位置と一致。Curaの初期設定は壁の数が2で薄かったので3層に変更。さらにインフィルがグリッドで縦に一本ラインになる形になっていたので、キュービックに変更し、分散させた。さらに、壁印刷順序の最適化、ウォール順序を変更して外側からにするなどしたら、どれかが効いて治った。(まあ、壁の厚さが一番影響が大きかったと思われる)
→まだ完ぺきではない。壁の数を4層にしてきれいに仕上がるようになった。壁印刷順序の最適化は内側からにもどした。